english
english


Fostering Excellence: Sanken Electronic Manufacturing's executive Visit to GY-Container for Quality Management and Efficient Production Learning Exchange
Oct. 15, 2024




Adhesive overflow looks like a small edge problem, but it can create big production trouble. I have seen tape parts stick to liners, contaminate assemblies, block holes, or fail inspection because glue squeezed beyond the cut edge. For OEM production, this is not cosmetic. It is a quality risk ([adhesive overflow reference](placeholder link)).
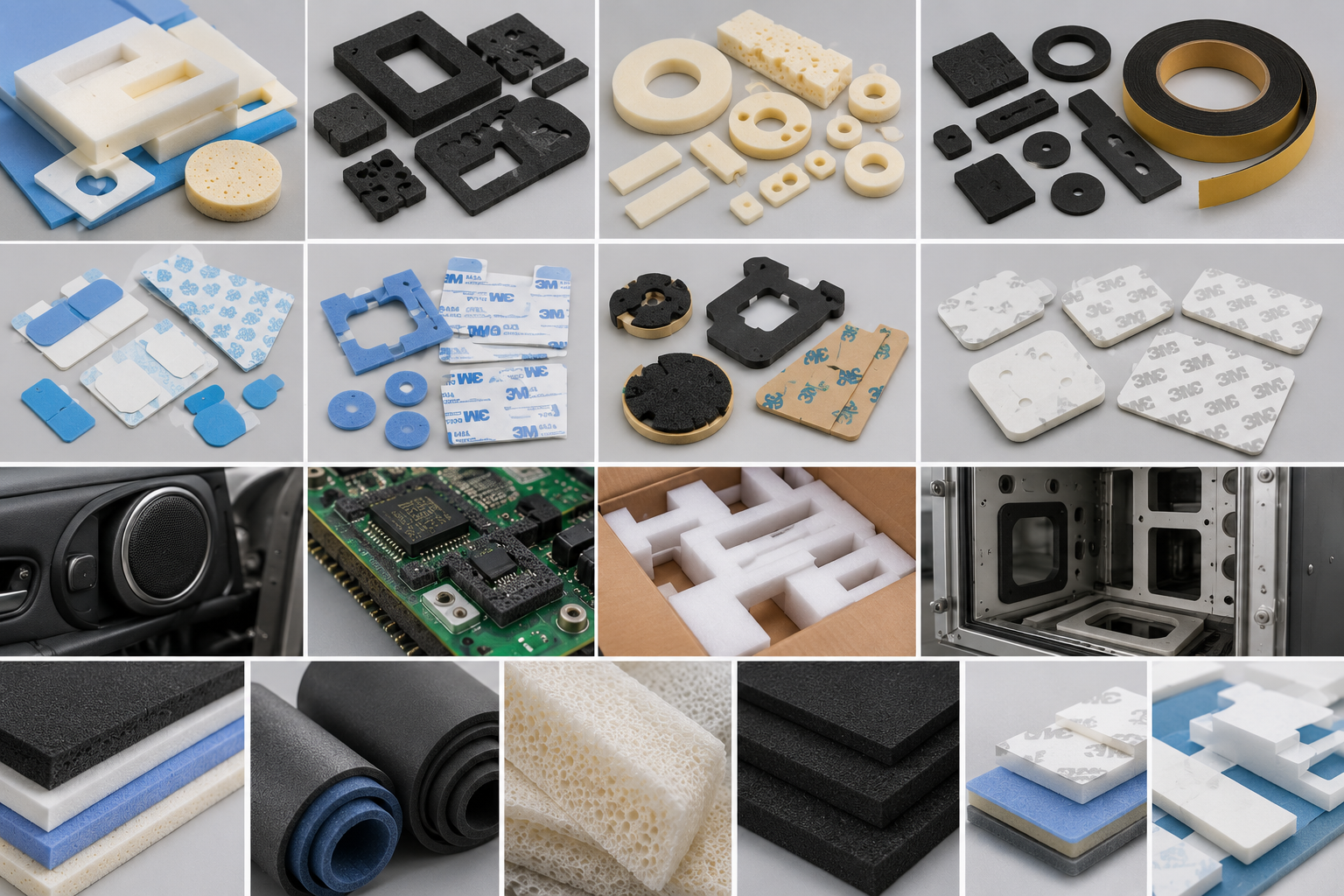
To prevent adhesive overflow in custom die cut tape parts, you must control adhesive selection, tape thickness, die cutting pressure, tooling sharpness, liner structure, lamination tension, temperature, storage, and inspection standards. At Sanken, we do not treat adhesive tape as a simple sticky material. We treat it as a functional bonding component. That is why we combine material selection, adhesive laminating, kiss cutting, precision die cutting, and quality verification before mass production.
Here is the simple truth: adhesive overflow usually happens before the customer sees the part. The problem starts in material choice, process setup, or supplier control.
Adhesive overflow means glue moves outside the designed edge of the die cut tape part.
It may appear as:
Sticky edges
Glue strings
Contaminated liners
Blocked holes
Dirty surface areas
Parts sticking together
Difficult liner release
In some applications, the problem looks minor.
In automotive, electronics, medical, optical, and battery applications, it can become a serious failure.
A small amount of adhesive overflow can interfere with assembly alignment, sealing performance, electrical insulation, or cosmetic appearance.

Adhesive overflow happens when the adhesive layer is too soft, too thick, poorly supported, or processed under excessive pressure.
It can also happen when the cutting tool is dull or the release liner is not stable.
Common causes include:
| Cause | Result |
|---|---|
| Excessive die cutting pressure | Glue squeezed out from the edge |
| Soft adhesive system | Edge bleeding during cutting |
| Dull tooling | Dragged adhesive and rough edges |
| Poor kiss cutting depth | Liner damage or unstable release |
| High temperature | Adhesive becomes too fluid |
| Poor storage | Tape deformation and glue migration |
| Weak lamination control | Layer shifting and overflow |
Many suppliers only adjust the machine after overflow appears.
At Sanken, we prefer preventing the problem before production starts.
Not all adhesives behave the same way.
Acrylic adhesive, rubber adhesive, silicone adhesive, and hot-melt adhesive all have different flow behavior.
Some adhesives have strong initial tack but lower edge stability.
Some adhesives perform well under heat but require better die cutting control.
Some soft adhesives are easy to bond but more likely to bleed at the edges.
That is why we always check:
Adhesive type
Adhesive thickness
Carrier material
Temperature resistance
Surface bonding requirement
Long-term aging behavior
Final application environment
For example, a die cut tape part used inside a car interior may need better heat resistance than one used for general packaging.
A tape used near electronics may need cleaner edges and lower contamination risk.
Choosing the wrong adhesive is like choosing the wrong shoes for a factory tour. It may work for five minutes, but you will regret it later.
Cutting pressure is one of the biggest causes of adhesive overflow.
If the pressure is too high, the blade compresses the adhesive and forces it outward.
If the pressure is too low, the part may not cut cleanly.
Both are bad.
The correct pressure depends on:
Tape thickness
Adhesive softness
Liner strength
Blade condition
Part geometry
Cutting method
For adhesive tape parts, kiss cutting is often required.
Kiss cutting means cutting through the tape layer while keeping the release liner intact.
If the kiss cut is too deep, the liner may break.
If it is too shallow, waste removal becomes unstable.
At Sanken, we control cutting depth carefully because stable kiss cutting is essential for clean adhesive tape parts.

Tooling quality matters more than many buyers realize.
A sharp and properly designed die tool cuts the adhesive cleanly.
A dull or poorly designed tool drags the adhesive instead of cutting it.
That creates glue strings, rough edges, and overflow.
Professional tooling control includes:
Sharp blade edges
Correct blade angle
Proper cutting clearance
Stable pressure distribution
Regular tool maintenance
Material-specific tooling design
At Sanken, we optimize tooling based on the adhesive structure and final application.
We do not use one tool strategy for every tape project.
That is because foam tape, PET tape, acrylic tape, conductive tape, and double-sided tape all behave differently during cutting.
Yes.
The release liner is not just packaging.
It supports the tape during die cutting, waste removal, transport, and assembly.
A poor liner can cause:
Adhesive shifting
Curling
Difficult peeling
Liner breakage
Adhesive transfer
Dimensional instability
For custom die cut tape parts, liner choice affects production stability.
We often consider:
PET liner
Paper liner
PE-coated liner
Silicone release liner
Differential release liner
A stable liner helps keep the adhesive layer flat and controlled during cutting.
This reduces overflow and improves assembly efficiency.
Adhesive becomes softer when temperature rises.
That means hot production environments, poor storage, or long shipping exposure can make overflow worse.
Temperature-related risks include:
Glue bleeding
Edge contamination
Liner sticking
Roll deformation
Adhesive migration
Poor part separation
For sensitive tape parts, we control storage and production conditions carefully.
We also recommend proper packaging and shelf-life management for OEM customers ([adhesive storage reference](placeholder link)).
This is especially important for automotive, electronics, optical, and medical components.
A good part must stay stable not only during cutting, but also during storage, shipping, and assembly.
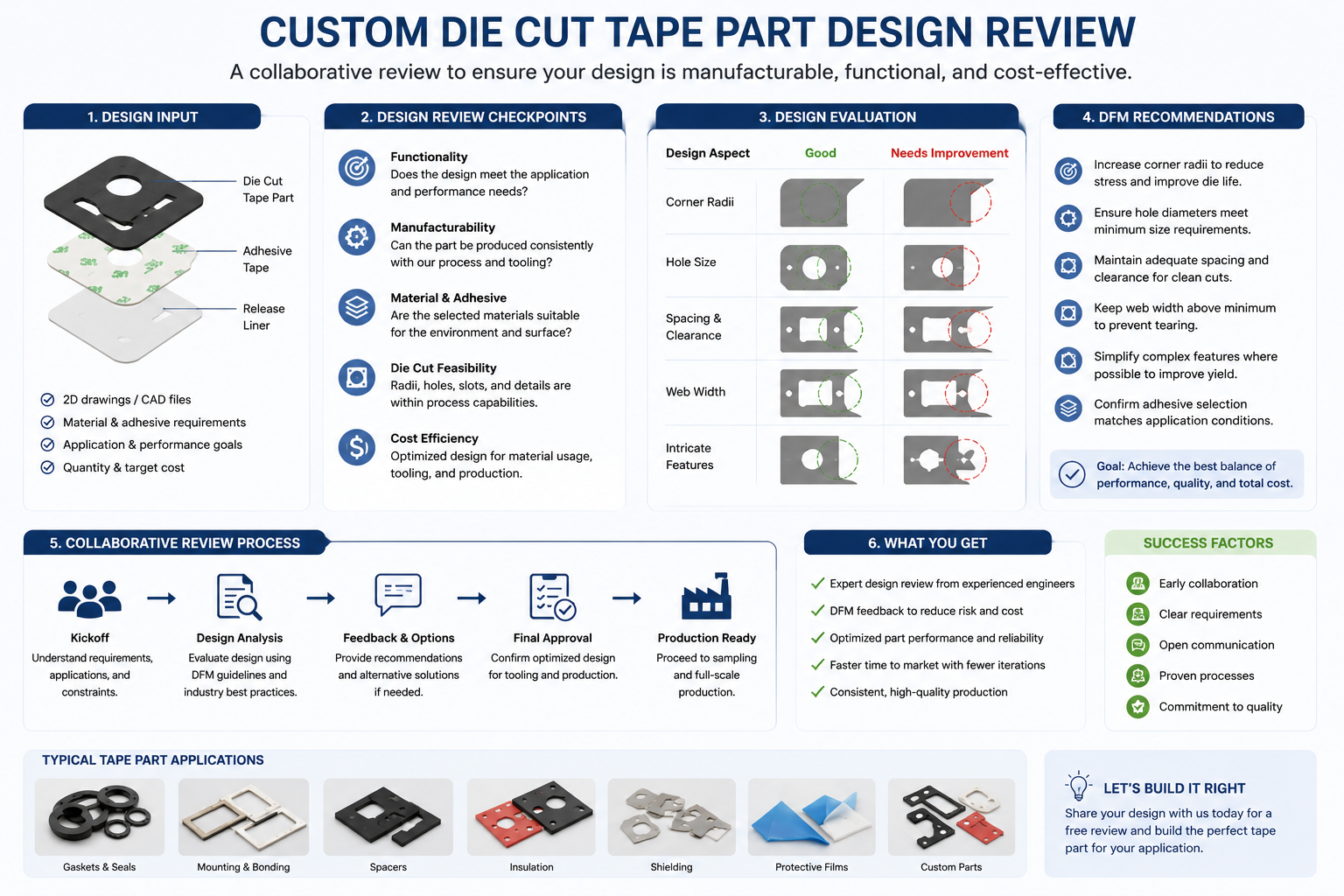
Some designs are naturally more difficult to process.
Adhesive overflow is more likely when parts have:
Very narrow strips
Small holes
Sharp corners
Thin walls
Dense cut patterns
Complex internal openings
Small features create more edge area.
More edge area means more opportunity for adhesive to squeeze out.
Before tooling begins, we review the customer’s drawing and check whether the design is production-friendly.
Sometimes a tiny design change can greatly improve yield and reduce overflow.
This is where engineering support saves real money.
At Sanken, we prevent adhesive overflow through a complete process, not one single trick.
Our control points include:
Adhesive material selection
Tape structure review
Liner selection
Laminating pressure control
Tooling optimization
Cutting depth control
Waste removal testing
Edge inspection
Packaging protection
Our capabilities include:
Precision die cutting
Adhesive laminating
Kiss cutting
Foam tape converting
PET film converting
Multi-layer bonding
Hot pressing
Spraying and gluing
Silk screen printing
We also operate under quality systems including ISO 9001, ISO 14001, and IATF 16949 where applicable ([quality system reference](placeholder link)).
This allows us to support OEM customers with stable repeat production, not only attractive first samples.
Before placing an order, I recommend asking the supplier:
What adhesive type do you recommend for my surface?
How do you control kiss cutting depth?
What liner structure will be used?
How do you prevent adhesive overflow during cutting?
Can you inspect edge quality before shipment?
How do you package tape parts to prevent glue migration?
Can you support samples before mass production?
If a supplier cannot answer these clearly, the risk is high.
A cheap die cut tape part can become expensive when it contaminates your assembly line.
Adhesive overflow in custom die cut tape parts is preventable. The key is controlling adhesive selection, tooling, pressure, liner, temperature, design, and inspection. At Sanken, we combine precision die cutting, adhesive laminating, and process verification to help OEM customers reduce contamination, improve assembly, and avoid costly failures.